Industrial Activated Alumina for Gas Drying and Adsorption Systems
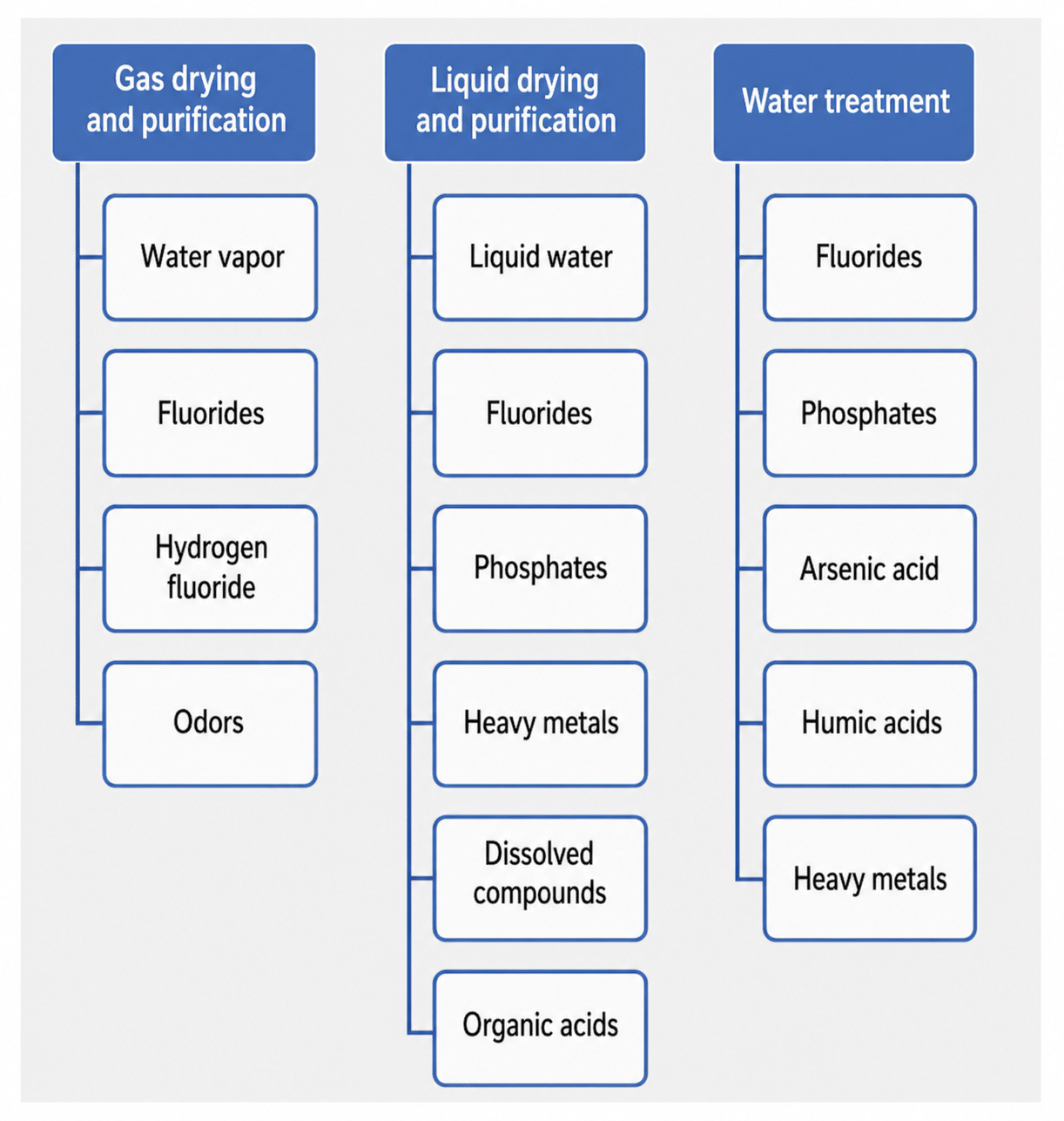
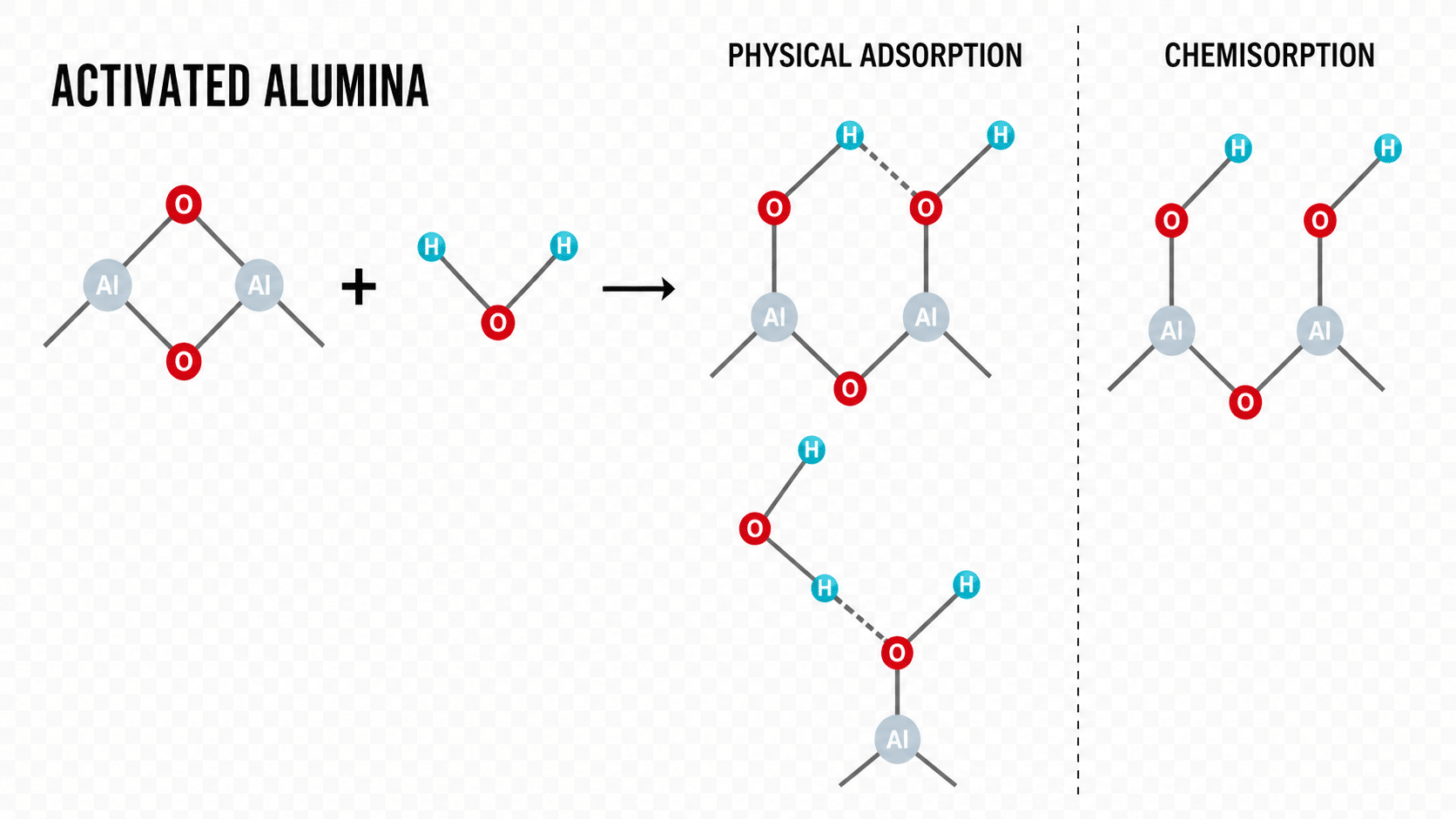
As a European B2B distributor of industrial adsorbents, we supply activated alumina (Al₂O₃) for demanding drying and pre-purification applications. Activated alumina is a porous adsorbent widely used in compressed air dryers, process gas drying units, TSA/PSA systems and air separation pre-purification units.
Our portfolio includes selected grades from manufacturers such as BASF F-200, Axens AxSorb, Jalon and SORBEO, depending on availability, bead size, documentation and process requirements. The material is available in bead and granular forms and can be selected according to adsorption capacity, mechanical strength, regeneration method, operating conditions and acceptable pressure drop.
Why choose our activated alumina solutions?
Mechanical Strength:
Activated alumina beads are selected for applications where bed stability, abrasion resistance and repeated regeneration cycles are important. The material can support reliable operation in industrial drying systems when properly selected and loaded.
Moisture Removal in Gas Drying Systems:
Activated alumina is commonly used for moisture adsorption in compressed air dryers and process gas drying units. In properly designed systems, it can help achieve low pressure dew point targets, including applications requiring around -40°C, depending on dryer design, flow rate, inlet conditions and regeneration parameters.
Use in TSA/PSA and Air Separation Pre-Purification:
Activated alumina can be applied in thermally regenerated or pressure-swing adsorption systems. In air separation pre-purification units, it is commonly used as a drying layer or protective pre-bed before molecular sieve, helping reduce the water load on downstream adsorbents.
Technical Grade Selection:
We support B2B customers in selecting the appropriate activated alumina grade, bead size, packaging and documentation for their industrial process. Selection may depend on medium composition, temperature, pressure, flow rate, target outlet specification, regeneration conditions and adsorber design.